Services
Repair of air compressors for pneumatic brake systems
We repair air compressors for pneumatic brake systems. We use our own highly specialist machines which is why we can make the repair fully independently and on time. We apply proven repair methods and rely on our over 25-year-long experience and extensive technical knowledge of our employees. We always use high quality spare parts and the measuring tools used in the repairs are on a regular basis maintained and validated.
Our customers confirm that after they repair their air compressors at MOTO-PRESS they use them for a few hundred thousand kilometers.
We give a 12-month’s warranty for the air compressors for brake systems repaired by us.
Stages of air compressor repair in Moto-Press
Air compressor before repair.

After their professionally performed regeneration air compressors have the same performance parameters as new ones. Experienced specialists with 25 years of practice in rebuilding air compressors repair them with the use of reliable technical equipment. When we take air compressors for repair we confirm that by a "Repair Order" with repair deadline, repair scope, repair price, etc. agreed with the customer.
We give a 12-month’s warranty for the air compressors repaired by us.
Air compressor disassembly and inspection.

Inspection of components includes primarily the determination of the scope of their repair and possibility of reuse.
At this stage the cause of air compressor failure is determined on the basis of damage of individual parts and that is why it is a very important stage of repair.
Information given to the customers helps in avoiding air compressor malfunction in the car, such as defects in the pneumatic brake system or engine lubrication system.
Washing and cleaning components.

All parts initially selected for repair are washed and carefully cleaned. At this stage they are inspected again. Useless components are replaced with new ones, and those which require repair go to the machining stage.
Machining.

We use our own specialist machines in performing precise machining, such as reaming, turning, milling, grinding and honing.
The measuring tools which we use are validated and maintained on a regular basis.
We hone cylinders in compliance with American technique by SUNNEN.
Air compressor assembly.

After all components are prepared the fitter assembles the air compressor. Necessary measurements are taken to properly fit the individual components. The fitter follows the recommendations of the producer, regarding the assembly stages and tightening torques for individual connections.
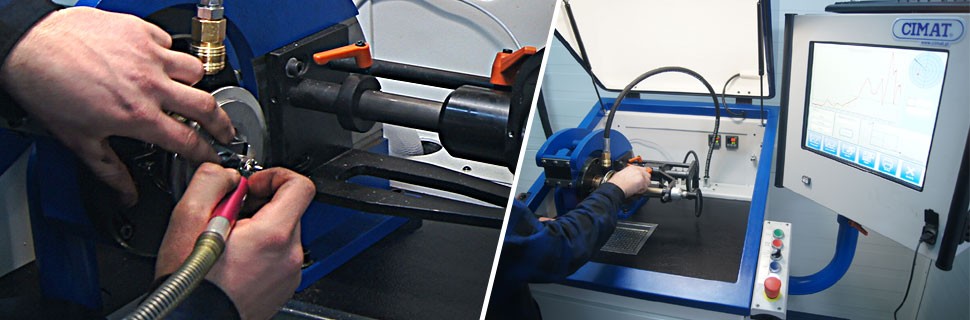
After-repair test.

During the operation of the air compressor in the test station simulating work in the car the following are tested:
- cooling system
- tightness
- oil flow rate in the bearings
- noise level
- air flow rate
- head valve tightness
Oil test is performed after running-in of the air compressor
Air compressor after repair. Warranty.

Successful after-repair test is the final stage of repair. Air compressor is marked for identification. Warranty card is issued.
We give a 12-month’s warranty for the air compressors repaired by us.
Fitting air compressor in the car.

Air compressor after repair can be fitted in the car in our workshop. We remove defects which cause air compressor failure.
The pneumatic system is cleaned and tested for tightness and correct operation.
Reliable and safe shipment

Air compressors are professionally secured during shipment to the customers against damage and insured.
Recommendations.

It should be kept in mind that a long and defect-free operation of air compressor is assured if other defects, such as leakage and dirt in the pneumatic system, defects and obstructed ducts, defects in pneumatic valves and other malfunction in the car are also removed. This greatly reduces complaints.
We help our customers in removing defects.
Cylinder honing (SUNNEN-USA technology)
We grind cylinders in compliance with Sunnen technology with the use of CV-616 honing machine fitted with special hone heads operating in a flow of special – carefully filtered honing oil. The ceramic stones applied with adequate pressure remove the right layer of stock (0.07÷0.1mm on diameter) from the cylinder to provide its liner surface with the structure the same as that of the original material, free from micro-cracks and structure irregularities appearing always when reaming cylinders for successive repair oversize. The graphite in the cast iron remains undamaged. After honing the cylinder liner surface has a uniform crosshatch pattern that guarantees the right lubrication of the air compressor during its operation and in the form of oil film that serves at the same time as a reservoir of oil that assures the right lubrication of a cold air compressor when it is turned on.
When the cylinder liner surface roughness is correct it is possible to fit the piston rings better to the cylinder, and brushing done after honing improves the quality of the cylinder surface, rounding sharp edges and brushing off micro-filings and loose particles from the volleys of the crosshatch on its bearing surface.
Honing in compliance with SUNNEN technique guarantees very small diameter tolerance and deviations from the cylinder bore shape.
It also provides the cylinder surfaces with high quality similar to original.
Repair of turbochargers
Repairing turbochargers has been one of the services provided by us since the very beginning of our operations in 1990. We were one of the first companies in Poland to repair turbochargers.
We are authorized by HOLSET to repair and rebuild turbochargers.
Always before a decision is made to repair a turbocharger we determine the cause of its failure or defective work, very often without the need to remove it from the engine. The symptoms, such as decrease in engine power, excessive smoke from the exhaust system, noise, oil in the ducts, etc. are not necessarily caused by turbocharger defects.
We have experience gained over many years of practice in finding the cause of those failures, which is much more difficult that the turbocharger repair itself. It is very important to precisely and correctly fit the turbocharger in the engine and prepare the proper conditions for its operation. This applies to both new and repaired turbocharger.
After repair the correct operation of turbocharger is tested in testing stations and after they are installed in the car. We provide our customers with processional advice on the use of cars with turbochargers:
- we select the right engine oil
- we exchange oils and filters
- we remove and install the turbocharger
- we remove other defects causing incorrect work of even fully operational turbochargers
- we perform engine computer diagnostics.
We give a 12-month’s warranty for repaired turbochargers .
We dynamically balance the rotating components of turbochargers in two stages with the use of specialist equipment.
Stage I - balancing of the rotating system in the bearings of the balancing machine
Stage II - precise balancing of the rotating system in the bearings of the turbocharger
The final stage is testing and tuning in of the variable geometry turbocharger.
During the repair of turbochargers we use high class balancing machines by CIMAT Sp. z o.o. from Bydgoszcz-Poland.
Vibro-abrasion treatment (surface finishing)
Vibro-abrasion treatment (barrel finishing) is a kind of surface machining conducted in loose abrasive material. Its objective is:
- to smooth the sharp edges - deburring
- to remove scale
- to reduce surface roughness
- to provide a uniform external structure of workpieces
- to prepare the surface of workpieces for galvanizing
- to polish the surface

The vibro-abrasive treatment is performed wet or dry by placing the workpieces in tumblers/barrels with proper abrasive material, depending on the machining intensity, such as:
- ceramic abrasives
- metal abrasives
- resin abrasives
- glass abrasives
- wood abrasives
Water based liquid lubricants are also used in the process to facilitate the treatment. Because of the planetary and vibratory movements the abrasive material is constantly mixed with workpieces whose surface irregularities are abraded. After the workpieces are separated from abrasive material they can be dried with the use of plant granules in a special vibratory dryer to remove stains and runs from the workpieces and they are polished.
Abrasive material

Workpieces after treatment

We perform the surface finishing in barrels of the capacity of 125, 250 and 800 liters which can fit the workpieces as long as cir. 50 cm. The preparation of the optimum machining process is connected with conducting tests which should give satisfactory results for the customer.
During the tests the following are selected:
- abrasive material (grinding and/or polishing)
- machining liquid lubricants and/or pastes
- treatment duration
- adequate proportion of abrasive material and workpieces
- separation duration and method (separation of abrasive material from workpieces)
- type of drying granulates
With carefully prepared tests it is possible to agree the price of the service satisfactory for both parties.
ISO 9001-2008 quality management system.
We are happy to inform our current and future customers that we have implemented the quality management system in compliance with ISO 9001-2008 in the scope of vibro-abrasive machining.
The recertification audit was conducted by DNV GL Business Assurance Poland.